
 Automation is all the rage right now.
Automation is all the rage right now.
We at Process Street can’t stop going on about it.
Automation can save time and money while taking the monotonous tasks out of your employees’ days.
It’s a win-win.
But, in order to approach automation properly, it’s best to understand the development of automation over time and what best practices are used in order to deliver effective automations in your business.
That’s why this Process Street article will look at the core Toyota principle of Jidoka, including:
- What is Jidoka?
- What are the related concepts within the Toyota Production System?
- 3 examples of Jidoka in practice
What is Jidoka?
Jidoka is a particular take on automation where intelligence is added to the process in order to detect defects when they occur.
The Lean Enterprise Institute describe it as such:
Providing machines and operators the ability to detect when an abnormal condition has occurred and immediately stop work. This enables operations to build in quality at each process and to separate men and machines for more efficient work.
The purpose here is to improve the effectiveness of automation and to reduce the required labor commitments to different stages of automated processes. This allows for an overall reduction of defects while also meaning that labor can be better employed in other areas of the process or business.
Jidoka is one of the core tenets of the Toyota Production System and exists in parallel with the Just In Time system.
As we outlined in a previous article on lean manufacturing principles Just In Time (JIT) can be described as:
As a manufacturing principle, it focuses on working on a task or item in order to meet demand and nothing more. Nothing is completed in excess, as that is considered waste (think standing inventory).
Combining both JIT and Jidoka – the two core practical production methods Toyota employ – helps achieve the broader production goals which the company strive for; notably a reduction in waste or muda.
The 7 key types of muda are:
- Waste of overproduction (largest waste)
- Waste of time on hand (waiting)
- Waste of transportation
- Waste of processing itself
- Waste of stock at hand
- Waste of movement
- Waste of making defective products
Employing Jidoka effectively allows a company to tackle the waste of making defective products, the waste of processing, and can help reduce the waste of time on hand by better utilizing employees’ time.
Jidoka was originally developed as a concept by Toyota’s founder Sakichi Toyoda in the early 1900s. At this point, the emphasis wasn’t on creating cars or other vehicles, but on other forms of manufacturing.
Toyoda invented a textile loom which was capable of detecting when a thread had broken. This allowed the loom to stop itself and provide an alert for an operator.
The concept is very simple. Instead of having one operator per loom who is needed to monitor the loom, it was now possible to have multiple looms in operation with only one person overseeing them all. This meant that the efficiency gains from production didn’t simply come from the increased speed of machine production, but from the scalability of how many looms could be monitored by any one individual.
The more effective the Jidoka mechanism, and the more reliable the machine, the fewer staff would be required for that area of production. This reduces overhead costs considerably and raises the potential output of production facilities.
Having a single operator overseeing multiple production processes came to be termed multi-process handling.
Jidoka is sometimes referred to as autonomation; a mixture of automation and autonomy. This term is used to represent the intelligence in the engineering design which allows machinery to detect defects like a human would. The term autonomation is often used because of the confusion with the normal Japanese word for automation. The Lean Enterprise Institute describe this:
In Japanese, jidoka is a Toyota-created word pronounced exactly the same (and written in kanji almost the same) as the Japanese word for automation, but with the added connotations of humanistic and creating value.
Related concepts within the Toyota Production System

We’ve already mentioned a couple of the core Toyota concepts so far in this article, including Just In Time and Muda.
However, there are a range of other elements which should be considered when thinking about what Jidoka is and how it can operate.
We’ll look at:
- Poka-Yoke
- Kaizen
- Andon
- Fixed Position Stop System
Poka Yoke helps you catch your mistakes
The poka yoke was developed by Shigeo Shingo as part of the development of the Toyota Production System and translates roughly to “mistake proofing” or “inadvertent error prevention”.
A simple poka yoke might be the inclusion of a review step before something happens, or the addition of a failsafe in a process. This example from my previous article on poka yoke demonstrates a very simple way error prevention is built into much of modern design:
A simple poka-yoke example is demonstrated when a driver of the car equipped with a manual gearbox must press on the clutch pedal (a process step, therefore a poka-yoke) prior to starting an automobile. The interlock serves to prevent unintended movement of the car.
Wikipedia provides a nice summary of how poka yoke was developed and why:
Shingo redesigned a process in which factory workers, while assembling a small switch, would often forget to insert the required spring under one of the switch buttons. In the redesigned process, the worker would perform the task in two steps, first preparing the two required springs and placing them in a placeholder, then inserting the springs from the placeholder into the switch. When a spring remained in the placeholder, the workers knew that they had forgotten to insert it and could correct the mistake effortlessly.
Implementing poka yokes into process design helps reduce defects and improve quality. Building poka yokes into automated processes helps us achieve Jidoka.
Kaizen reminds you to keep getting better
The concept of Kaizen refers to the value of continuous improvement in your business. From ensuring quality in terms of how well your product meets client needs, as seen in the Deming cycle, to ensuring quality through stamping out defects in ever improving production processes.
If you’re already into Six Sigma or have used the DMAIC process, then you’ll know the advanced techniques which businesses currently employ to deliver process improvements.
By measuring and tweaking processes over time, we can make them better and find new problems to fix. Our standard of quality will also increase as we set a new bar with each given improvement.
Process improvement can help with small things like marginal cost savings or large things like eliminating business bottlenecks.
These two forms of change could been seen as a dichotomous relationship of incremental continuous improvement and breakthrough continuous improvement. However, ultimately both result in process innovation and the line between the two is a blurred one.
Andon helps operators know when problems occur
{kind=link}
You may all be familiar with Kanban, the visual project management system which utilizes cards which can be moved across boards. This visual tool is employed most famously by Trello in the software space, yet is gradually being incorporated into a greater range of tools.
The idea of having visual maps of organizational operations is important in the Toyota Production System as it gives a fast way of communicating information. A worker at their station may look over to a board on the wall and be able to see without moving or focusing the status of a project.
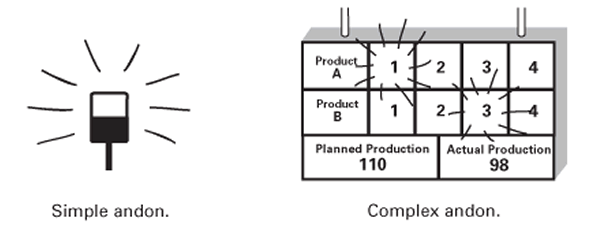
Similarly, Andon provides an equivalent visual management system for production operations.
The Lean Enterprise Institute describe Andon as:
An andon can indicate production status (for example, which machines are operating), an abnormality (for example, machine downtime, a quality problem, tooling faults, operator delays, and materials shortages), and needed actions, such as changeovers. An andon also can be used to display the status of production in terms of the number of units planned versus actual output.
An Andon can be as simple as a flashing light above a machine where something has gone wrong, or it can be a complex dashboard screen where multiple metrics might be being tracked and reported in real time.
The key to an effective Andon is for it to be clear and result in a fast response from the operator.
The Andon is our tool for providing Jidoka in our operations.
Fixed Position Stop Systems determine how to intervene
When a problem or defect has been identified within the production process, the important question might be: what do we do next?
Do you stop the whole process? Or do you let the process continue and hope the defect won’t be replicated in the following units?
Toyota developed the Fixed Position Stop System as a result of problems occurring when noticing problems in production. Sometimes workers were worried about stopping production when a defect was found because they didn’t want to delay output. Other times, production was being stopped too much for small defects which could be acted upon in the work cycle.
In other words, there was a general uncertainty about what justified stopping a production process and this lead to waste.
In layman’s terms, when a defect is discovered – either automatically or by an operator – the supervisor is alerted. The production does not stop at this point. The process continues while the supervisor assess the problem and decides whether or not to stop the process. The supervisor makes this decision on the basis of whether or not that problem can be fixed within the work cycle or not. The parameters of work cycle are clearly laid out to assist the supervisor in making a judgement.
This element of having a supervisor come over to evaluate the problem also reinforces the classic Toyota ethos of genchi genbutsu, or “go and see”.
3 examples of how Jidoka can improve operations in different sectors
It’s great to get the theory behind process improvements, but it is even better to see them in practice.
Toyota has clearly employed these practices well, and stands as a testament to its own methods, but what about other companies or sectors?
Improving healthcare provision and medication safety

In the 2014 paper Using lean “automation with a human touch” to improve medication safety: a step closer to the “perfect dose” in The Joint Commission Journal on Quality and Patient Safety by Ching, Williams, Idemoto, and Blackmore, Jidoka is used to plan for and deploy bar code medication administration (BCMA) to hospitalized patients.
Their use of Jidoka involved 3 key steps:
(1) assigning work to humans and machines on the basis of their differing abilities, (2) adapting machines to the human work flow, and (3) monitoring the human-machine interaction.
Their results were as follows:
Following BCMA implementation, the number of safe practice violations decreased from 54.8 violations/100 doses (January 2010-September 2011) to 29.0 violations/100 doses (October 2011-December 2012), resulting in an absolute risk reduction of 25.8 violations/100 doses (95% confidence interval [CI]: 23.7, 27.9, p < .001). The number of medication errors decreased from 5.9 errors/100 doses at baseline to 3.0 errors/100 doses after BCMA implementation (absolute risk reduction: 2.9 errors/100 doses [95% CI: 2.2, 3.6,p < .001]). The number of unsafe administration practices (estimate, -5.481; standard error 1.133; p < .001; 95% CI: -7.702, -3.260) also decreased.
This all round improvement led to stating in the text:
Jidoka allowed us to optimize the use of the BCMA technology, while maintaining the preferred human work flow, leading to decreases in both the number of safe practice violations and medication administration errors. (pg. 347)
How Ydatum managed to improve output without laying off staff

Ydatum is a consultancy group which provides Toyota trained operations management assistance to companies in the engineering sphere.
When called upon by ATMI to assist in improving the business performance of the semiconductor device manufacturer, Ydatum sought to achieve certain key goals:
- Improve quality
- Reduce lead time
- Reduce cost
In the ATMI case study, Ydatum describes in its own words the methods employed to attain these goals including:
- Analysis to find the biggest problem, develop a target condition supported by a strategy and specific milestones
- Increasing stability through problem solving
- Continuous flow through connecting processes (assembly line) and eliminating changeover (outsourcing in this case)
- Meaningful work to people (Jidoka)
- Standardized work and workplace organization
- Heijunka, or level production
- Demand pull manufacturing (SEQUENTIAL pull system)
- Material and Information Flow of Initial Condition (Current Value Stream Mapping)
The conclusion of this improvement effort was that the business condition improved and this was achieved without laying off any members of staff.
In this sense, the use of Jidoka resulted in a better management of available labor time which benefited the business and reaped more value from each staff member.
How Jidoka can be used as a management principle

Kiyoshi Suzaki, author of The New Manufacturing Challenge: Techniques for Continuous Improvement, writing for Target in 1988, looks at Jidoka in a slightly different light.
Suzaki takes the principles of automating for mistakes and applies them to human management systems.
He takes the perspective that methods of enforcing a process can eventually become redundant. Once an individual is so well drilled on a process, it is possible that certain tools, kanbans, checklists, approval processes, start to take more time than they are worth.
At this point it is good for the organization to evolve with the gained learning of the company and adapt the processes to the skills of the worker. In this sense, through repetition over time you have drilled the process into the worker such that it is automated, and any deviance will be caught by the worker.
The result might be reducing the number of approval stages or reducing the levels of required documentation. At the same time, management must be aware of what it is “automating” within the team and be able to create their own alerts to see when these “automations” have produced defects.
Suzaki presents the argument that knowing when to add control measures and when to take them away demonstrates a truly effective use of the Jidoka ethos in management.
Use Jidoka principles in your business to drive forward
Even if you don’t want to take the more radical approaches of Suzaki, it’s important to consider how Jidoka can help your business move forward.
Process Street’s shift toward increasing automation potentials has led to us thinking in depth about how best to provide automations which fit within a worker’s existing workflows.
Running automations through checklists can allow you to build Jidoka principles into how you construct your templates. Who authorizes what? Who’s notified when something goes wrong, or right?
If you want to read more about how you can employ automation in your business, check out our ebook: The Ultimate Guide to Business Process Automation.
Have you employed Jidoka principles in your business? What did you use it for? How did it work? Let us know in the comments below!